

DRS Wheel Block System: Design and Internal Structure Introduction
In modern industrial automation and heavy-duty material handling systems, the DRS Wheel Block System plays a critical role in ensuring stable, efficient, and reliable movement. Widely used in stacker cranes, automated warehouses, and rail-mounted transport systems, this component is engineered to withstand high loads while maintaining smooth operation under continuous working conditions.
Advanced Engineering Design
The DRS Wheel Block System is designed with a focus on durability, load distribution, and operational precision. Its structural framework typically integrates a high-strength housing, precision-machined wheels, and reinforced bearing assemblies. These elements work together to reduce friction and ensure consistent performance in demanding industrial environments.
One of the key advantages of the design is its modular structure. This allows for easier installation, maintenance, and replacement, reducing downtime in industrial operations. The compact yet robust configuration also enables compatibility with various rail systems and crane mechanisms.
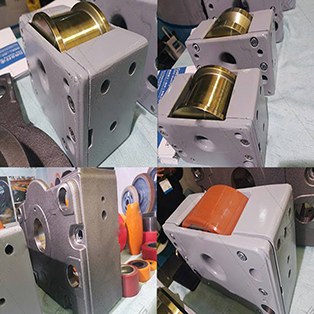
Internal Structure and Key Components
The internal structure of the DRS Wheel Block System is composed of several critical components:
Wheel Assembly: Manufactured from high-strength alloy steel or wear-resistant materials to ensure long service life.
Bearing System: Precision bearings are used to minimize friction and support high radial and axial loads.
Axle and Shaft Unit: Provides stable rotation and load transmission.
Housing Structure: A reinforced casing that protects internal components from dust, impact, and operational stress.
Sealing System: Prevents contamination and ensures reliable performance in harsh environments.
This combination of components ensures smooth motion, high load capacity, and reduced maintenance requirements.
Performance Advantages
The DRS Wheel Block System is widely recognized for its performance benefits in industrial applications. Key advantages include:
High load-bearing capacity suitable for heavy-duty operations
Smooth and stable running performance on rail systems
Long service life with minimal maintenance requirements
Strong resistance to wear and environmental stress
Flexible integration into automated handling systems
These characteristics make it an essential component in logistics centers, manufacturing plants, and automated storage systems.
Industrial Applications
The system is commonly used in:
Stacker cranes in automated warehouses
Overhead and gantry crane systems
Rail-guided transport equipment
Heavy-duty industrial conveyor systems
Its reliability and structural strength make it suitable for environments where precision and continuous operation are critical.
The DRS Wheel Block System represents a highly engineered solution for modern industrial mobility challenges. With its optimized internal structure and durable design, it ensures efficient load handling and long-term operational stability. As automation continues to expand across industries, demand for high-performance wheel block systems like DRS is expected to grow significantly.


